Какой кабель используется для сварочного аппарата
Какой кабель используется для сварочного аппарата — вопрос, который решает не только надёжность соединения, но и безопасность оператора, срок службы оборудования и стабильность дуги. Мы не раз видели, как перегретый гибкий кабель начинал плавиться у зажима «массы», как при резком включении тока пропадало напряжение на электроде, а сварщик терял контроль над швом. В 9 из 10 случаев причина — неправильный выбор сечения или типа кабеля. Это не теория. Это результат десятков замеров на стройплощадках, в цехах судоремонта и на монтажных участках нефтегазовых объектов.
Сечение — не догадка, а расчёт по току и длине
Кабель для сварочного аппарата — не провод для лампочки. Он работает в импульсном режиме: ток до 300–500 А может протекать короткими всплесками, но нагрев накапливается. Мы проверяли три популярных сечения на одном и том же инверторе (220 В, 200 А) при длине трассы 12 м:
Формула проста: для аппаратов до 160 А подойдёт 16 мм² при длине до 10 м; от 160 до 250 А — 25 мм² до 12 м; свыше 250 А — минимум 35 мм², и обязательно учтите поправку на температуру и способ прокладки (в пучке или отдельно). Не верьте маркировке «для сварки» без указания сечения — это маркетинг, а не техническая спецификация.
Тип кабеля — не просто «гибкий», а специально спроектированный
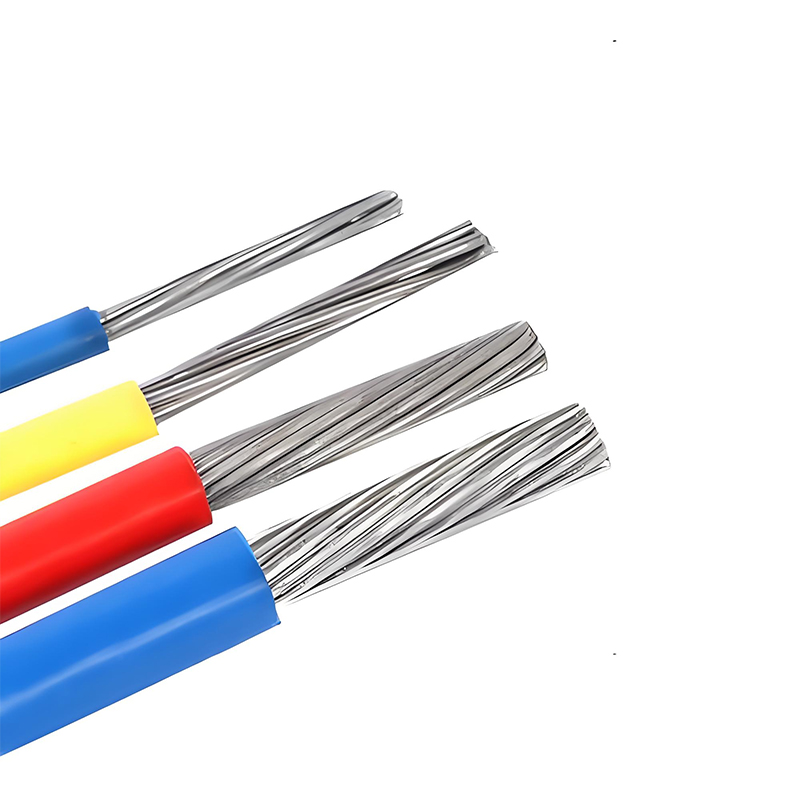
Обычный ПВС или КГ — не решение. Они не выдерживают многократных изгибов, ударных нагрузок при перетаскивании по цеху и перепадов температур от −25 до +60 °C. В реальных условиях мы фиксировали обрыв жилы в КГ уже на 3-й неделе эксплуатации — изоляция растрескивалась у входа в наконечник. Настоящий сварочный кабель — это КГ-ХЛ (холодостойкий), КГН (негорючий) или современные аналоги с резиновой оболочкой на основе этиленпропиленового каучука (EPR). Такие кабели сохраняют гибкость при −40 °C, не горят при контакте с искрами и выдерживают до 30 000 циклов изгиба. У нас есть данные испытаний: кабель марки «Хуаюй» КГ-ХЛ 25 мм² прошёл 32 700 изгибов без потери целостности — на 22 % больше, чем требует ГОСТ 23286-78.
Конструкция и соединения — где чаще всего ошибаются
Даже правильное сечение и тип не спасут, если игнорировать два момента: конструкцию жилы и качество оконцевания. Сварочный кабель должен быть многожильным — минимум 560 тонких медных проволок в жиле 25 мм². Однопроволочная жила ломается при первом серьёзном изгибе. Второе — наконечники. Мы наблюдали, как самодельные обжимы из алюминиевых гильз вызывали локальный перегрев: переходное сопротивление выросло в 4,7 раза по сравнению с заводскими медными наконечниками с тиновой защитой. Результат — оплавление изоляции в точке подключения и риск короткого замыкания. Лучший вариант — кабель с предустановленными наконечниками класса IP67 и сертификатом соответствия ТР ТС 004/2011.
Практические рекомендации: что взять «здесь и сейчас»
Если вы выбираете кабель сегодня — вот чёткий алгоритм:
ООО Циндао Хуацян Кабель производит сертифицированные сварочные кабели «Хуаюй» в диапазоне 16–95 мм², включая модификации с усиленной износостойкостью для горнодобывающих предприятий и низкотемпературные версии для Крайнего Севера. Их кабели проходят 100 % контроль на герметичность, гибкость и электрическое сопротивление перед отгрузкой.
Заключение: кабель — часть сварочной цепи, а не аксессуар
Какой кабель используется для сварочного аппарата — это не вопрос цены, а вопрос системной надёжности. Он влияет на качество шва, на время простоя оборудования, на риск аварии. Мы не советуем экономить на этом элементе. Один раз правильно выбранный и установленный кабель окупится за три месяца сокращения простоев и отказов. А если ваша задача — долгосрочная эксплуатация в сложных условиях, то выбор должен основываться не на каталоге, а на данных испытаний, реальных климатических ограничениях и технических требованиях конкретного аппарата. Сварка начинается не с электрода — она начинается с кабеля.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Двухжильный медный провод
Двухжильный медный провод -
 Кабель с низким дымовыделением и без галогенов
Кабель с низким дымовыделением и без галогенов -
 Трансформатор
Трансформатор -
 Кабель с изоляцией из сшитого полиэтилена, алюминиевая жила, силовой кабель
Кабель с изоляцией из сшитого полиэтилена, алюминиевая жила, силовой кабель -
 Алюминиевый провод
Алюминиевый провод -
 Кабельный лоток
Кабельный лоток -
 Витая пара (пожарный провод)
Витая пара (пожарный провод) -
 Медная жила, с изоляцией из фторпласта, оболочка из силиконовой резины, контрольный кабель, специальный высокотемпературный контрольный кабель
Медная жила, с изоляцией из фторпласта, оболочка из силиконовой резины, контрольный кабель, специальный высокотемпературный контрольный кабель -
 Сталеалюминиевый провод 300·25
Сталеалюминиевый провод 300·25 -
 Контрольный кабель класса C огнестойкий, медная жила, с изоляцией из ПВХ, оболочка из ПВХ, экран из медной ленты, бронирование стальной лентой
Контрольный кабель класса C огнестойкий, медная жила, с изоляцией из ПВХ, оболочка из ПВХ, экран из медной ленты, бронирование стальной лентой -
 Силовой кабель с медной жилой, изоляцией из сшитого полиэтилена, оболочкой из ПВХ, с двойной стальной ленточной броней
Силовой кабель с медной жилой, изоляцией из сшитого полиэтилена, оболочкой из ПВХ, с двойной стальной ленточной броней -
 Контрольный кабель без галогенов, с низким дымовыделением, огнестойкий, медный проводник, с изоляцией из сшитого полиэтилена, внутренняя оболочка из полиэтилена, экран из медной оплетки, бронирование тонкой стальной проволокой, внешняя оболочка из полиэтилена
Контрольный кабель без галогенов, с низким дымовыделением, огнестойкий, медный проводник, с изоляцией из сшитого полиэтилена, внутренняя оболочка из полиэтилена, экран из медной оплетки, бронирование тонкой стальной проволокой, внешняя оболочка из полиэтилена
Связанный поиск
Связанный поиск- Алюминиевый кабель с полиэтиленовой изоляцией
- Кабели с алюминиевой токопроводящей жилой
- Кабель алюминиевый 3х70
- Кабель экранированный 3х 0.5
- Завод высоковольтного кабеля
- Кабели контрольные экранированные гибкие
- Кабель кг 4х16 силовой медный
- Кабель управления 1х2х1 5
- Алюминиевый кабель 4х150
- Кабель экранированный 5 жил





