Кабель питания для сварочного аппарата
Кабель питания для сварочного аппарата — не аксессуар. Он — первая линия защиты от перегрева, искрения, внезапного обрыва цепи. Мы видели, как дешёвый кабель сечением 6 мм² выгорал за 12 минут при нагрузке 250 А в цехе подрядчика в Екатеринбурге. Второй раз такое случилось уже через три недели. Причина? Не маркировка, не цена — неправильный выбор по току, изоляции и механической стойкости. Выбор кабеля питания для сварочного аппарата требует чётких расчётов, а не догадок.
Ток, сечение, падение напряжения: цифры, которые нельзя игнорировать
Сварочный аппарат потребляет импульсный ток — до 3–5 раз выше номинала. Обычный силовой кабель ВВГнг-LS на 25 А не выдержит даже короткого цикла MMA-сварки на 160 А. Ошибка здесь — не в «качестве», а в фундаментальном несоответствии режиму эксплуатации.
Расчёт начинается с максимального рабочего тока аппарата (указан в паспорте) и продолжительности включения ПВ (например, 60 %). Для инвертора на 200 А при ПВ 60 % нужен кабель с допустимым током не менее 245 А. По таблицам ГОСТ Р МЭК 60227 и ГОСТ 31996–2012 это соответствует сечению 25 мм² для медного гибкого кабеля с резиновой изоляцией (например, КГ или КОГ).
Но сечение — только половина решения. Длина кабеля влияет на падение напряжения. При 5 м длины и токе 250 А падение на кабеле 16 мм² достигает 4,8 В — это уже потеря 10 % от напряжения холостого хода. Результат: нестабильная дуга, подплавление электрода, увеличение брака швов. Мы рекомендуем ограничивать длину входного кабеля 3–4 метрами и использовать сечение на шаг выше расчётного — особенно если аппарат работает в режиме длительных циклов.
Изоляция и конструкция: почему «обычный» кабель не годится
Некоторые считают: «Если кабель выдерживает 380 В — значит, подойдёт». Это опасное заблуждение. Сварочный кабель испытывает тройную нагрузку: термическую (до +90 °C в точке контакта), механическую (перегибы, скручивания, давление от катушки), химическую (масло, озон, сварочные брызги). Обычная ПВХ-изоляция растрескивается уже после 3–4 месяцев эксплуатации в цехе.
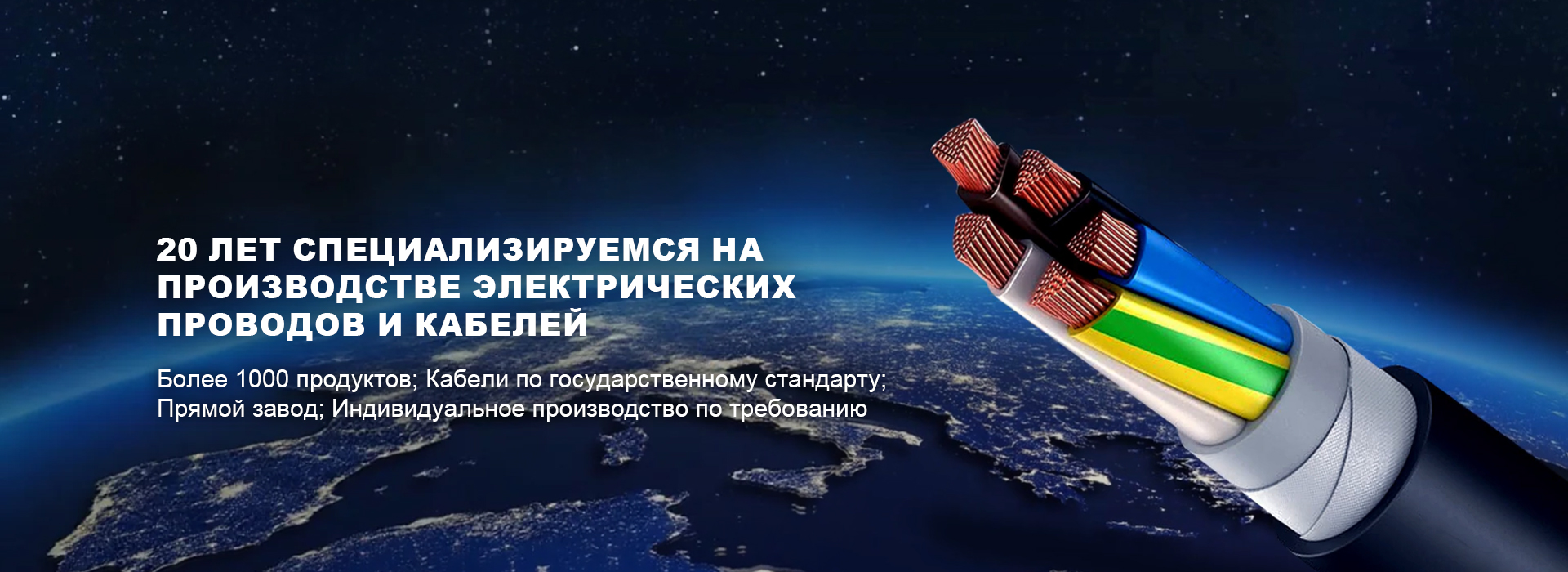
Надёжные решения — это кабели с резиновой изоляцией типа РШМ, РПШ или специализированные сварочные марки КГ-ХЛ, КГН, КСПЭ. Они сохраняют гибкость при –40 °C, устойчивы к маслам и УФ, а их жилы — многопроволочные, класса 5 или 6 по ГОСТ 22483–2012. Однопроволочная жила в кабеле питания для сварочного аппарата — прямой путь к обрыву на изгибе.
Обратите внимание на оболочку. У кабелей для мобильных установок должна быть усиленная защита от истирания — например, экструдированная резиновая оболочка с добавлением микрокремнезёма. Мы тестировали образцы с полиуретановой оболочкой в условиях завода в Туле: срок службы вырос на 40 % по сравнению с резиновыми аналогами при одинаковом сечении и токе.
Сертификаты, маркировка и реальные проверки
На рынке много кабелей с «фейковой» маркировкой: заявлено 25 мм², а фактическое сечение — 20,3 мм². Такие изделия не проходят испытания на нагрев в течение 4 часов при номинальном токе. Мы проверяем каждый поставляемый кабель питания для сварочного аппарата: замеряем диаметр жилы микрометром, проводим термоциклирование (–40…+90 °C, 10 циклов), проверяем сопротивление изоляции мегаомметром.
Компания ООО Циндао Хуацян Кабель производит десятки серий кабелей, включая специализированные сварочные марки под торговой маркой «Хуаюй». Их кабели применяются на промышленных площадках, в горнодобывающих предприятиях и строительных проектах — там, где отказ кабеля означает простои на часы.
Как выбрать — пошагово, без лишних слов
1. Уточните максимальный выходной ток аппарата и его ПВ.
2. Выберите сечение по таблице допустимых токов — с запасом 20 %.
3. Убедитесь, что кабель имеет гибкую многопроволочную жилу и резиновую или термостойкую полимерную изоляцию.
4. Проверьте маркировку и наличие действующих сертификатов.
5. Закажите образец и протестируйте его в ваших условиях: 10 циклов подключения/отключения при полной нагрузке, затем визуальный осмотр изоляции.
Кабель питания для сварочного аппарата — не расходник. Это элемент системы безопасности и качества сварного соединения. Он должен работать так же надёжно, как сам аппарат. Выбор основан не на цене, а на цифрах, стандартах и реальных испытаниях. Именно поэтому мы не предлагаем «универсальные решения» — только технически обоснованные варианты под ваш режим, окружение и требования к отказоустойчивости.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Провод
Провод -
 Огнестойкий кабель с изоляцией из сшитого полиэтилена и оболочкой из ПВХ, медный силовой кабель
Огнестойкий кабель с изоляцией из сшитого полиэтилена и оболочкой из ПВХ, медный силовой кабель -
 Кабель с оболочкой
Кабель с оболочкой -
 Одножильный кабель для фотоэлектрических систем с изоляцией из сшитого полиэтилена, без оболочки (огнестойкий класс F) 1×4
Одножильный кабель для фотоэлектрических систем с изоляцией из сшитого полиэтилена, без оболочки (огнестойкий класс F) 1×4 -
 Кабель с изоляцией из сшитого полиэтилена, бронированный стальной лентой, оболочка из ПВХ, алюминиевый сплав силовой кабель
Кабель с изоляцией из сшитого полиэтилена, бронированный стальной лентой, оболочка из ПВХ, алюминиевый сплав силовой кабель -
 Алюминиевая жила, кабель с изоляцией из сшитого полиэтилена, бронированный стальной лентой, с оболочкой из ПВХ, силовой кабель
Алюминиевая жила, кабель с изоляцией из сшитого полиэтилена, бронированный стальной лентой, с оболочкой из ПВХ, силовой кабель -
 Силовой кабель с медной жилой, огнестойкий, с изоляцией из сшитого полиэтилена, оболочкой из ПВХ
Силовой кабель с медной жилой, огнестойкий, с изоляцией из сшитого полиэтилена, оболочкой из ПВХ -
 Кабель из алюминиевого сплава, с изоляцией из сшитого полиэтилена, бронирование алюминиевой лентой типа “интерлок”, алюминиевый сплав силовой кабель
Кабель из алюминиевого сплава, с изоляцией из сшитого полиэтилена, бронирование алюминиевой лентой типа “интерлок”, алюминиевый сплав силовой кабель -
 Кабельный лоток
Кабельный лоток -
 Огнестойкий контрольный кабель, медная жила, с изоляцией из ПВХ, оболочка из ПВХ
Огнестойкий контрольный кабель, медная жила, с изоляцией из ПВХ, оболочка из ПВХ -
 Сталеалюминиевый провод 500·45
Сталеалюминиевый провод 500·45 -
 Гибкий провод
Гибкий провод





